-
01Retos del sector
Las películas para envases alimentarios deben cumplir con estándares extremadamente altos en materia de seguridad alimentaria, frescura, transparencia y respeto al medio ambiente, así como con las normas internacionales sobre contacto con alimentos. Entre los requisitos clave se incluyen las películas de envase biodegradables, compostables y sostenibles, los envases sin plástico y los envases de cero residuos.
-
02Nuestras soluciones
Film de envasado alimentario que cumple con las certificaciones de seguridad internacionales, resolviendo problemas de pérdida de frescura, contaminación y residuos no degradables. También disponible: papel de envolver caramelos, film de envasado de aperitivos, envases para alimentos secos, film de envolver flores, film de envolver regalos, film de envasado biodegradable, film de envasado compostable, film de envasado sostenible, envases sin plástico y envases sin residuos.
-
03Ventajas del producto
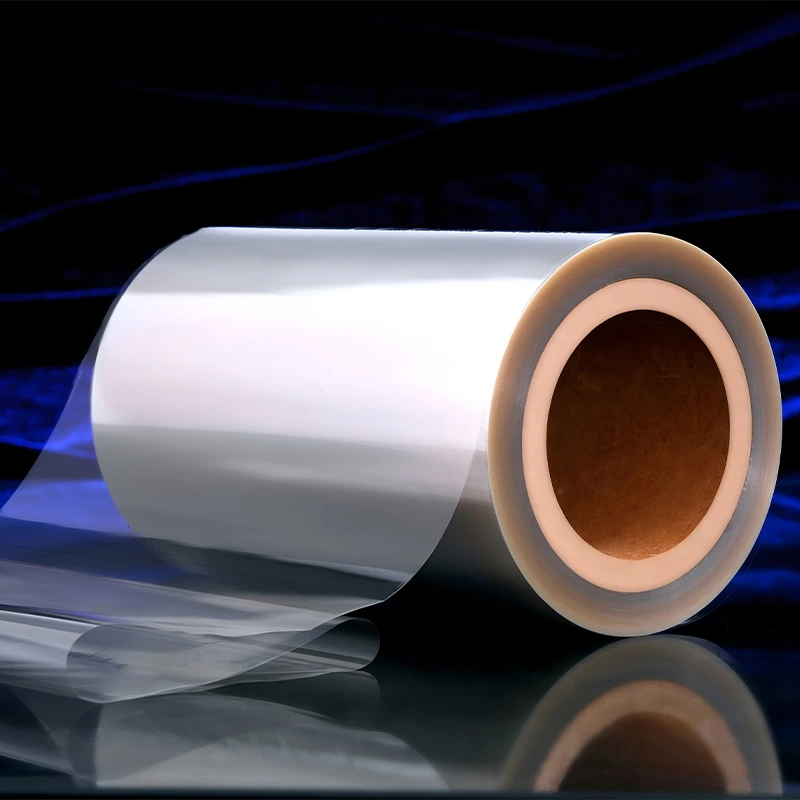
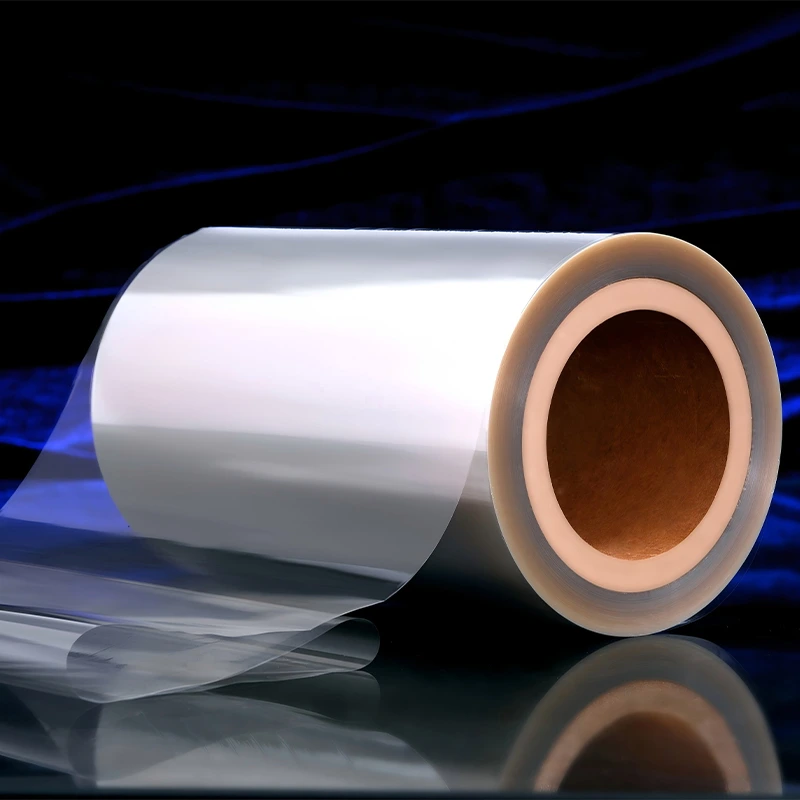
Se trata de un film barrera biodegradable y transparente, 100 % biodegradable y no tóxico, con una excelente barrera contra el oxígeno y la humedad, alta transparencia, termosellable y fácil de procesar.
-
04Productos relacionados
Lámina de celulosa transparente de grado alimentario, resistente a la humedad, termosellable e imprimible.
-
01Retos del sector
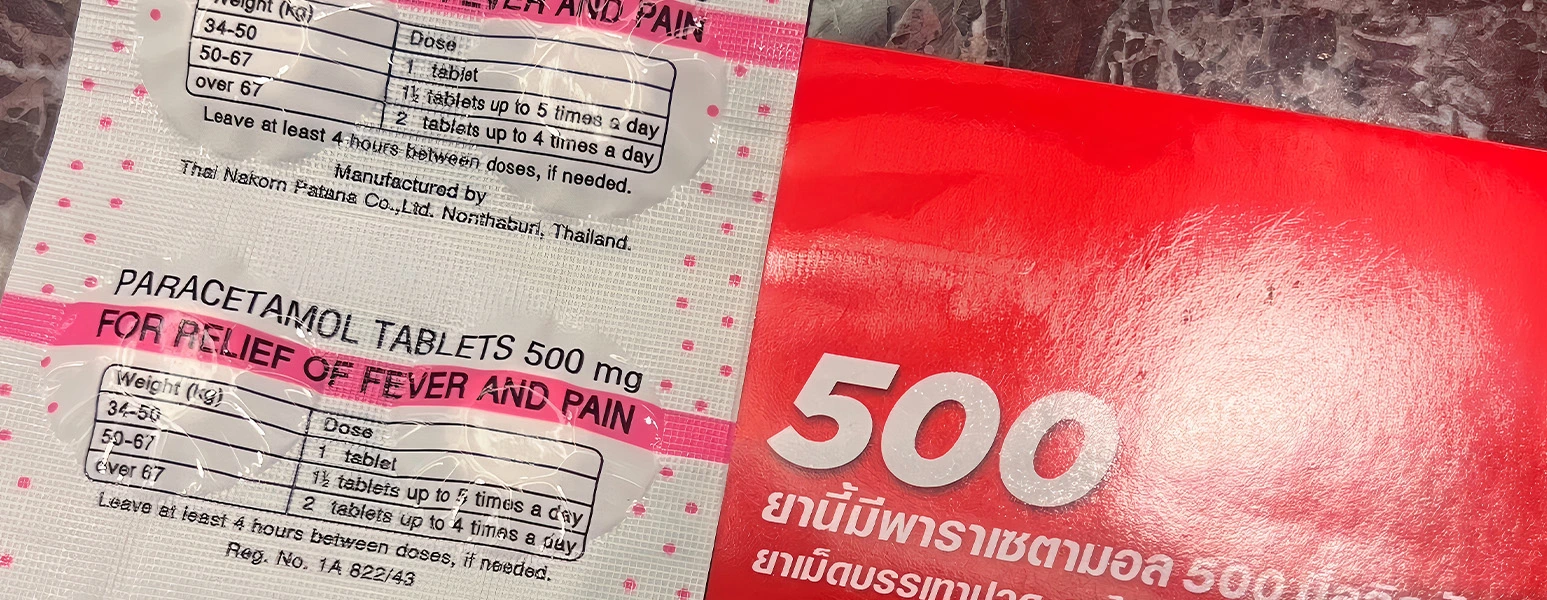
El film de envasado farmacéutico debe cumplir estrictos requisitos de esterilidad, resistencia a la humedad y resistencia a la luz; el film no debe contener residuos químicos, debe tener buenas propiedades de barrera al vapor de agua y al oxígeno, ser termosellable y biodegradable; además, debe cumplir con las buenas prácticas de fabricación (GMP) y las normativas internacionales de exportación.
-
02Nuestras soluciones
Controlamos estrictamente la barrera al vapor de agua, la barrera al oxígeno y el rendimiento de termosellado del film de envasado farmacéutico para garantizar unas propiedades de barrera estables. El film de envasado farmacéutico que ofrecemos es un film de barrera biodegradable, un film de barrera transparente y un film de celulosa compostable.
-
03Ventajas del producto
Se trata de un film de barrera transparente, 100 % biodegradable, no tóxico, estéril y libre de residuos químicos, con una excelente barrera al oxígeno y la humedad, alta transparencia, capacidad de termosellado y fácil procesamiento, que cumple con los requisitos de los films de envasado sostenibles.
-
04Productos relacionados
Lámina de celulosa recubierta, lámina de embalaje farmacéutico, lámina de celulosa transparente, resistente a la humedad y termosellable para uso farmacéutico, así como lámina de embalaje compostable y material de embalaje ecológico.

-
01Retos del sector
Necesidad de envases resistentes al desgaste, a los arañazos y a la corrosión; que sean biodegradables; y que equilibren la protección con el respeto al medio ambiente.
-
02Nuestras soluciones
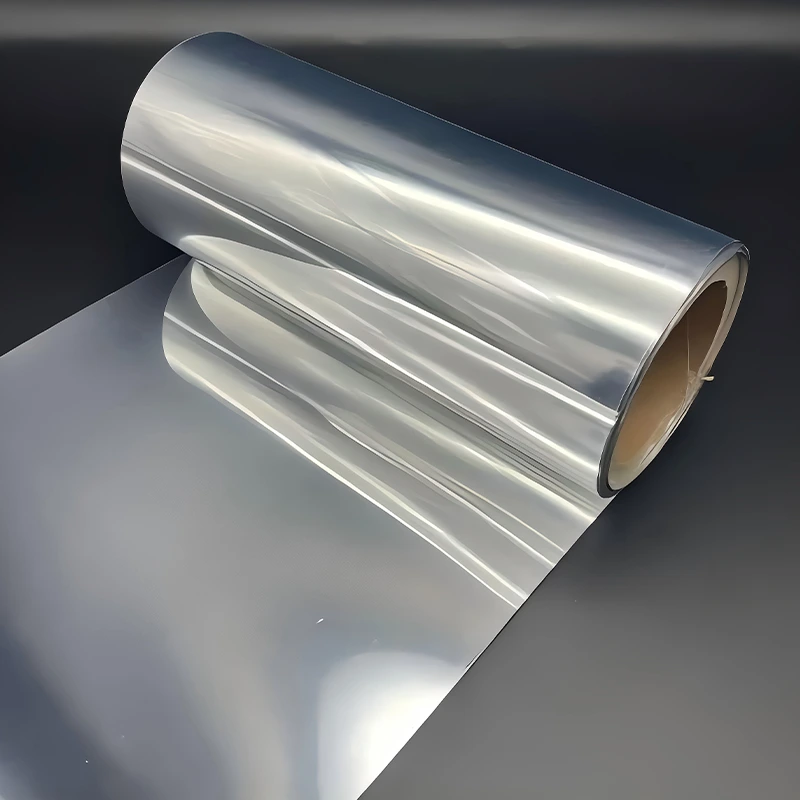
Desarrollamos películas de celulosa recubiertas específicamente para el embalaje industrial con el fin de resolver problemas de arañazos, desgaste y corrosión. Las películas de embalaje industrial que ofrecemos son películas barrera biodegradables, películas barrera transparentes y películas de celulosa compostables. También disponemos de cintas biodegradables a base de celulosa para aplicaciones industriales.
-
03Ventajas del producto
Alta resistencia a la tracción y al desgaste; alta transparencia para facilitar la inspección; resistencia al aceite y a la corrosión; biodegradable, en línea con las tendencias de los envases sin plástico y los envases sustitutivos del plástico.
-
04Productos relacionados
Lámina de celulosa recubierta, lámina de embalaje industrial, lámina de embalaje industrial de alta resistencia, resistente a los arañazos y al aceite, y lámina para componentes, así como lámina de embalaje sostenible y lámina alternativa al plástico.
-
01Retos del sector
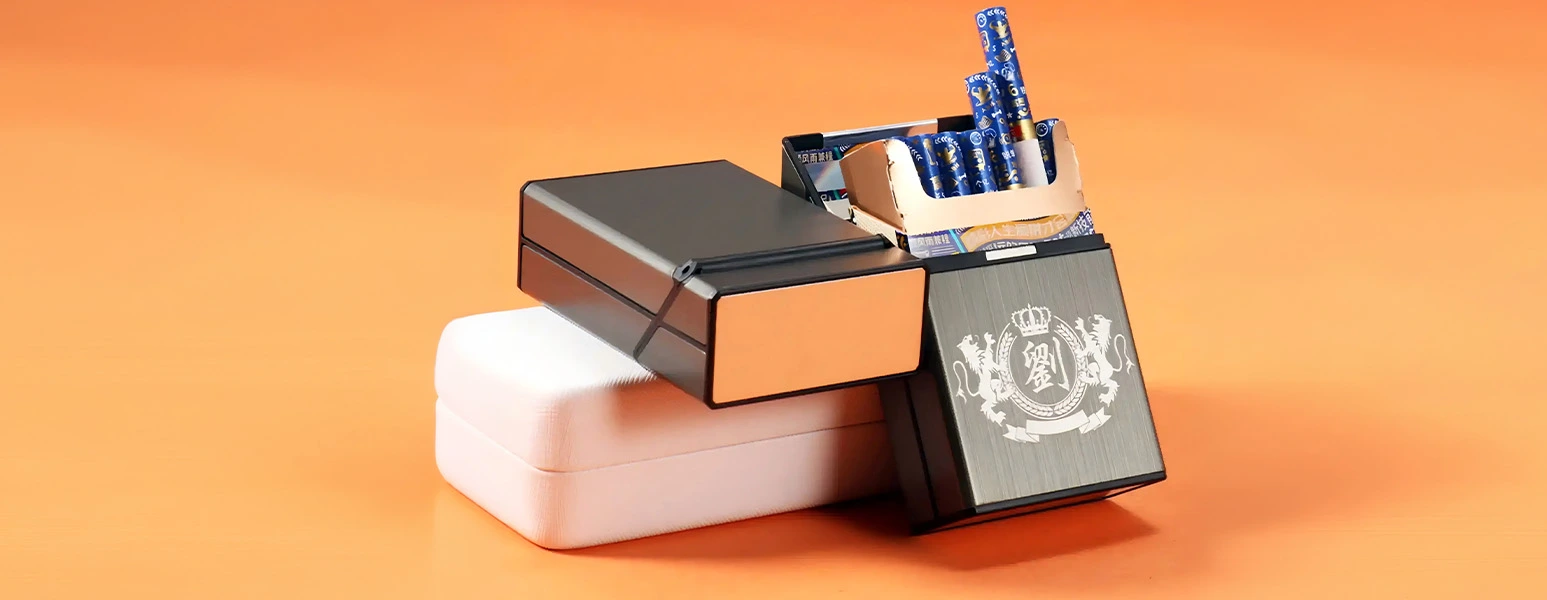
Requisitos estrictos de resistencia a la humedad y retención del aroma; aspecto de alta transparencia; alta sellabilidad al calor; biodegradabilidad; cumplimiento de la normativa sobre envases de tabaco.
-
02Nuestras soluciones
Desarrollamos films de alta gama para el envasado de tabaco que conservan el aroma del tabaco, evitan la absorción de humedad y cumplen con los estándares del sector. Los films para envases de tabaco que ofrecemos son films barrera transparentes y films barrera biodegradables.
-
03Ventajas del producto
Excelente resistencia a la humedad y retención del aroma; alta termosellabilidad, alta transparencia, buena suavidad, color claro y aptitud para la impresión; biodegradable. Cumple con los requisitos de envases sin plástico y de films de envasado sostenibles.
-
04Productos relacionados
Lámina de celulosa recubierta, lámina de celulosa para envases de tabaco, lámina de celulosa transparente, resistente a la humedad y termosellable para envases de tabaco, así como lámina de envase compostable y material de envase ecológico.

-
01Retos del sector
Requisitos especiales diversos (antiestático, antivaho, ignífugo, antimohos); demanda de biodegradabilidad; alto coste de personalización.
-
02Nuestras soluciones
Personalizamos films funcionales especiales para satisfacer requisitos específicos y reducir los costes de personalización. Los films funcionales para embalaje que ofrecemos son: film barrera transparente, film barrera biodegradable, film de celulosa compostable, embalaje sin residuos, embalaje sin plástico y embalaje sustitutivo del plástico.
-
03Ventajas del producto
Altamente personalizable (las propiedades de barrera al vapor de agua se pueden ajustar), compatible con diversos procesos; material de embalaje ecológico; biodegradable; rentable.
-
04Productos relacionados
Lámina de celulosa recubierta, lámina de celulosa para embalaje con funciones especiales, antiestática, antivaho, ignífuga, antimohos y lámina de celulosa funcional personalizada, así como lámina de embalaje sostenible, lámina de embalaje ecológica y lámina de embalaje biodegradable.